欢迎访问合肥科德电力表面技术有限公司官网!

焊接陶瓷防磨解决方案
耐磨陶瓷片及高温胶的性能特点及指标
新型刚玉耐磨陶瓷片主要以超细刚玉粉为原料高压成型,经高温烧结而成。产品硬度高,具有优异的耐磨性能,并且有较好的抗冲击性能。再配以高强度结构粘合剂,将形状各异的耐磨陶瓷片粘合在各种易损设备表面即形成优良的抗磨内衬。
新型耐磨陶瓷片通过焊接燕尾槽铁片方法将陶瓷片固定在钢板表面 。
性能指标:
耐磨陶瓷片
陶瓷片氧化铝含量: Al2O3 ≥ 95%
陶瓷片密度:ρ≥ 3.8 g/cm3
陶瓷片表面硬度(HRC):莫氏9级
陶瓷片抗压强度: 1500 MPa
陶瓷片抗折强度:350 MPa
断裂韧性:7.3 MPa
耐磨性:≤0.0002 g/cm2
陶瓷片厚度: 4㎜
长期使用温度: 0- 400℃
高温无机胶粘剂性能指标
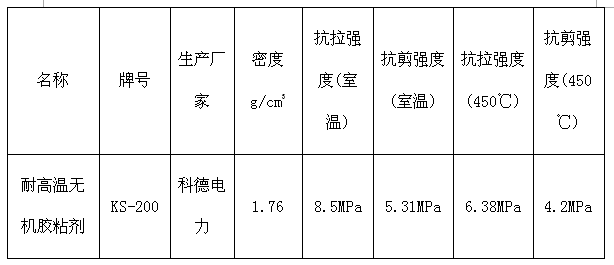
主要用途:用于高温工况下的陶瓷粘贴以及陶瓷与燕尾槽铁片的粘贴和填充,能够一定程度上缓冲陶瓷和铁片由于高温情况下的热膨胀产生的内应力.
针对该项目的特殊要求,为了保证陶瓷的绝对牢固可靠性,使用互压式陶瓷片,将使用焊接铁片镶嵌+粘贴耐磨陶瓷的施工方案。
将燕尾槽铁片用焊机焊接固定在金属基本,再将燕尾陶瓷片镶嵌到燕尾槽铁片上。(如下图)

① 焊接耐磨陶瓷所有材料规格、性能介绍
平面焊接燕尾槽陶瓷片:整体厚度7mm,工作厚度4mm;

② 燕尾槽焊接铁片:厚度为:2.5mm(每根铁片长400,均匀分布3个焊接孔)

2、焊接耐磨陶瓷施工工艺与步骤
2.1. 检查施工作业工作面是否完整,如有磨穿、漏洞等缺陷应即时修复后再施工。
2.2. 将工件表面氧化物、硬灰以及金属突起物等用磨光机打磨平整。
2.3. 根据空预器进口烟道及档板中烟尘的流向,需在防磨金属板上按照40±1mm宽用板尺划出垂直于烟尘流向的平行线条。在划平行线条时应注意对起边的确定,防止起边金属本体在运行中磨损。对圆形支撑,在迎风面一侧,可先焊接角钢,在角钢两侧焊接耐磨陶瓷片。
2.4. 将燕尾型钢板条焊在空预器进口烟道及档板工作壁上,保证金属条每个固定焊孔都焊接牢靠。并用砂轮机将凸于燕尾条表面的焊点打磨平整,在两块金属条焊接固定之前,要用陶瓷片进行定位,使燕尾槽宽度能够满足陶瓷片的嵌合,且陶瓷片不会出现大的松动。
2.5. 对于空预器进口烟道及档板工作壁等进行焊接耐磨陶瓷片后,对于孔隙部位,用高温无机胶粘剂进行填充,并进行整体和局部的清理、检验.
施工工艺图示:
检查工作面→打磨工件面 → 划平行线 → 焊接燕尾形钢板 →镶嵌陶瓷→ 高温无机胶粘剂填充 → 清理工作面 → 自检